商品信息
基本参数
- 产地广东
- 品牌
- 产品型号
- 产品操作
- 产品应用范围
- 产品材料等级
- 产品表面处理
- 品牌美高
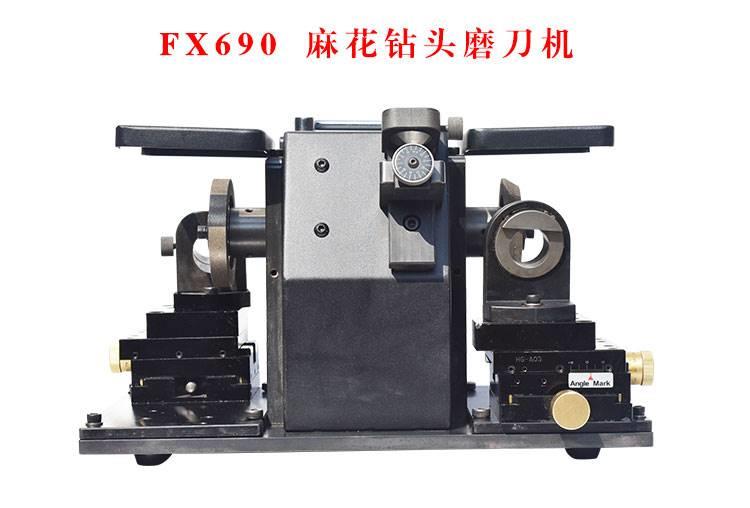
- 型号FX690
- 类型其他
- 电源类型交流电源
- 额定输入功率400W
- 额定输出功率400W
- 额定转矩0Nm
- 空转转速5500r.p.mr/min
- 往复速度5500r.p.mm/s
- 最大磨削长度0mm
- 最大磨刀宽度0mm
- 工作台旋转角度360°°
- 砂轮尺寸0mm
- 适用范围3-20mm
- 规格450*280*230mm
- 重量25kg
产品简介:
产品详情:FX690麻花磨刀器(3-20mm)高精度磨刀器/高精度磨刀器/高精度磨刀器
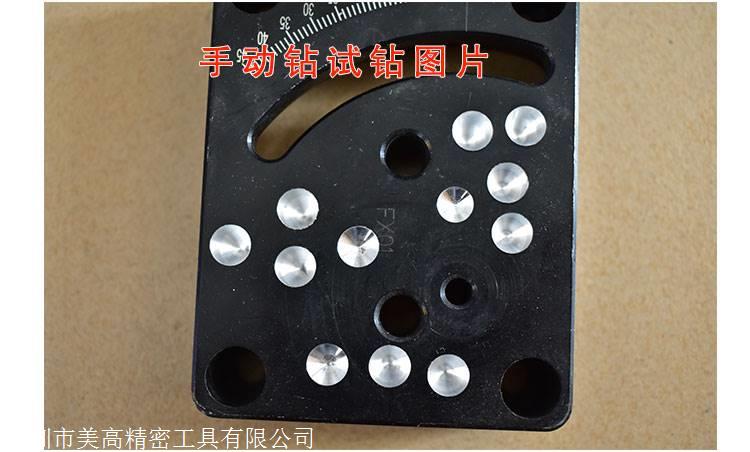
当钻头在钻孔后具有铰孔,部分孔,盲孔和毛刺时,仅是以下情形:
1.钻头的两个边长不等于;
2.钻头的后角过大并产生干扰;
3.钻头凿边的斜角太尖;
麻花钻的打磨需留意以下几点:
1.麻花钻的顶角一般在118°-135°之间;
2.两个主切削刃的尺寸和角度应对称;
3.为保证正确的后角磨平,后角不应大于主切削刃;
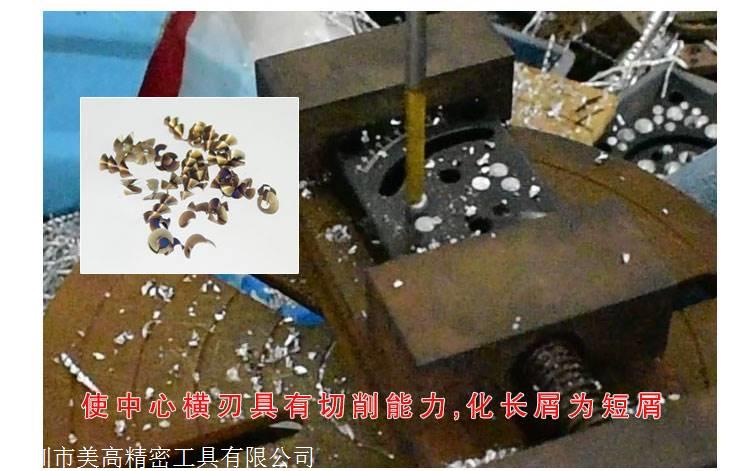
4.将凿子的边缘磨成具有切削能力的中心边缘,将挤压转变为切削,并提高钻头的切削能力;
5.钻孔时,钻头应轻快地除去切屑,将长切屑变为短切屑,不用振荡,也不用扩孔。麻花
钻孔和研磨方法的比起
金属切削刀具的几何形状和角度是影响刀具性能和铸件质量的主要因素之一,对于钻头来说,选取适合的磨削方法可以获得合理的几何形状和角度,可以提高加工质量和加工效率效率高,大大提高了钻井属性。
目前,麻花钻的磨削方法包括圆锥表面磨削方法,圆柱表面磨削方法,螺旋表面磨削方法,平面修磨法等。
锥面修磨法是国内外钻头侧面磨削的常用方法之一,由于其单一的磨削和整形运动,因此普遍用以手动磨削和机器磨削中。其后角分布更合理,主切削刃形状好,散热性好,强度高;缺陷是凿刃长,工作条件差。这种磨削方法的效率最低螺杆磨削方法。螺旋表面磨削方法包括规范的螺旋表面磨削和繁复的螺旋表面磨削。螺旋表面钻尖具有不错的定心,平滑切削,低轴向阻力和较小的钻孔扩展。规格的螺旋平面磨削较弱,不适合用以高强度材质的钻孔,而繁复的螺旋平面磨削的钻头不仅可以维持螺旋平面钻削点的优点,而且可以提高钻孔点的强度。该方法的优点是下降了加工系统的刚性并调整了机床的复杂度,因此更适合于cnc加工。圆柱表面磨削方法比圆锥表面磨削方法更简便,调整参数更少,但是具有一个十分次重的弱点,即主切削刃的法线后角沿整个主切削刃相同。
平面修磨法磨削功用简便而有效性,但凿刃垂直于钻头轴线,轴向阻力大,扩孔大。一般而言认为该方法仅适用于磨削小直径钻头。
但是,美高磨刀机通过打磨钻头的主切削刃和凿刃前角来回复钻头的切削能力和尺码精度。通过改变钻头的主切削刃和凿刃前角,可以协助客户化解钻探疑问,提高钻削效率,延长钻头寿命并提高钻探质量。
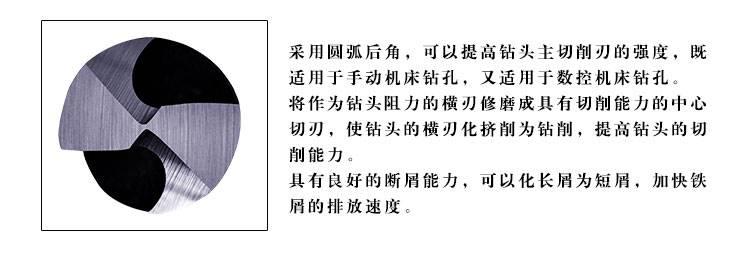
弧形后角可以增加钻头主切削刃的强度,适用于手动钻孔和cnc钻孔。
作为钻头的阻力的凿子边缘被磨削成具有切削能力的中间切削刃,从而将钻头的凿子边缘挤压到钻孔中,并且提高了钻头的切削能力。
它具有不错的断屑能力,可以将长切屑变为短切屑,并加速了铁屑的排出速度。
深圳美高专业从事铣刀磨刀器,高精度钻磨刀器/高精度钻磨刀器/高精度钻磨刀器和攻丝磨刀器等创新产品的生产和销售。确实关怀刀具的磨削回收价值和客户的加工盈利,结合刀具磨削和加工应用,开创了磨削改变加工的前例,不仅可以提供可以满足刀具磨削需要的购买蓝图,还可以提供经济的刀具磨削技术。我们致力于通过美高磨刀机使每个处置用户都能达到下降成本和提高效率的目的。
美高磨刀机的基本优势不是价位,而是强大的机械功用,有利可图的磨刀技术和有效性加工的总体磨刀解决方案。通过美高磨刀器强大的机器功用可以改变刀具的构造和角度,使刀具更好,更结实,从而协助客户化解加工疑问,提高加工效率,延长刀具寿命并节约刀具成本。